
MATERIALS AVAILABLE
carbon fiber pc composites
PC/PBT | Polycarbonate | ASA | abs | petg | pla | polypropylene
Cosine encourages customers to continue using their own material suppliers or utilize our list of vendors to develop new materials for industry specific applications. Cosine also supplies material upon request. While keeping a high repeat-ability rate is always paramount, by moving to open market materials we allow our customers to find the perfect balance between cost, material quality and customer service.
NEW MATERIAL PROCUREMENT




PLA, ABS, PETG are all materials synonymous with 3D printing. These pure thermoplastic polymers and many more are distributed in a pellet form. Directly printing pellets is the most cost effective way to build polymer parts.



Carbon Fiber, Glass Fiber and even metals are fillers used to enhance the desirable properties of 3D printed materials. Compounders mix base polymers and fillers together to create composite blends that are again pelletized and distributed.


Filament is the most common delivery method of material for 3D printers. Base or composite pellets are melted down, extruded and spooled. A completely new material can be compounded and filamentized in as little as 2 weeks.

Direct access to material suppliers is a new opportunity for the world of 3D printing. By working closely with material suppliers, new materials can be tailored to your specific application. Cosine Additive is dedicated to decreasing overall print cost while increasing opportunities available to the additive manufacturing industry.

Carbon Fiber Polycarbonate Composites
Strong, stiff, and lightweight, carbon fiber is the perfect fill material for projects requiring maximum strength to weight and/or stiffness to weight ratios. It is used in high-performance products like aircrafts, race cars, and sporting equipment but is also growing in popularity for everyday applications like home decor and hobby projects. This material requires a heated build chamber when compounded into a higher grade thermoplastic for repeatable printing. It can be a difficult material to print with.
Techmer Electrafil J-50/CF/10

Polycarbonate
MELTING POINT: 270-310°C (518-590°F) | GLASS TRANSITION(TG): 147°C (297°F)
THERMAL EXPANSION(CTE): 65–70×10-6/K
This is a high-strength, heat-resistant material commonly used in the production of eye protection, bulletproof glass, and MRI machines. Certain blends of this material can be extremely flame-retardant and have a V0 rating. It has a higher melting temperature than PC+PBT and its flow rate is significantly faster than ABS and PETG leading to lower print times. This material requires a heated build chamber and print bed for repeatable printing in neat form.
PC + PBT
MELTING POINT: 235-250°C (455-482°F) | GLASS TRANSITION(TG): 110°C (230°F)
PC+PBT (polycarbonate + polybutylene terephthalate) is a material that is as stiff as it is ductile with good structural integrity, drop impact resistance and excellent load-bearing performance. It is highly chemical-resistant to substances like motor oil and grease. This material is easy to print but requires a heated build chamber to print in large scale.
Suppliers for this material:
push plastic - pc/pbt
ASA
MELTING POINT: 235-255°C (455-491°F) | GLASS TRANSITION(TG): 110°C (230°F)
THERMAL EXPANSION(CTE): 60-110μm/m-K
ASA (acrylonitrile styrene acrylate) is like ABS, but with more weather-resistant properties. It has high heat resistance, high-impact resistance, and is UV resistant (unlike ABS). ASA is heavily used in the automotive industry. This material is easy to print but requires a heated build chamber to print in large scale.
ABS
MELTING POINT: 220-235°C (420-455°F) | GLASS TRANSITION(TG): 80-110°C (176-230°F)
THERMAL EXPANSION(CTE): 81-95 µm/m-K
One of the most dominant plastics in 3D printing, ABS (acrylonitrile butadiene styrene) is a fairly strong material that is less brittle but more flexible than PLA and is used in the production of Lego blocks. It is a byproduct of the oil industry and can have an odor when printed. This material requires a high-temperature closed build chamber for proper printing and for repeated large-scale printing.
Suppliers for this material:
Push Plastic - ABS
Matterhackers - abs

Triptech plastics - ABS
PETG
MELTING POINT: 245-250°C(473-482°F) | GLASS TRANSITION(TG): 81°C (180°F)
THERMAL EXPANSION(CTE): 51-68 µm/m-K
PETG (polyethylene terephthalate glycol-modified) is a transparent form of copolyester. It is commonly used in robotics and mechanical parts for its high strength and ductility. It has a higher melting point than PLA which makes storage of completed prints last longer over time. PETG works with open-air printing and is an easy material to print with.
Suppliers for this material:
Push plastic - petg
PLA
MELTING POINT: 150–160°C(302-320°F) | GLASS TRANSITION(TG): 60°C (140°F)
THERMAL EXPANSION(CTE): 68 µm/m-K
PLA (polylactic acid) is a low grade material that is stronger and more rigid than ABS but has a lower melting temperature. It is made from processed plant products which makes it one of the more eco-friendly materials and is commonly used in the production of toys. Prints made with this material can deform in high temperature environments. Careful, temperature-controlled storage and transportation should be considered when using this material. PLA works with open-air printing and is an easy material to print with.
Suppliers for this material:
Push plastic - pla
Breathe-3dp - pla++

Polypropylene
MELTING POINT: 160°C(320°F) | GLASS TRANSITION(TG): -20°C (-68°F)
THERMAL EXPANSION(CTE): 200 µm/m-K
Polypropylene is a cost-effective material that offers a combination of impressive physical, chemical, mechanical, thermal and electrical properties not found in any other thermoplastic. Compared to low or high density polyethylene, it has a low impact strength, but exceptional working temperature with tensile strength.
Melting Point
A material’s melting point is the temperature at which it transitions from solid to liquid. It is critical in determining the proper print procedures. In general, materials with a higher melting point require the use of a heated bed and chamber for proper printing while those with lower melting points can print with open-air platforms. Materials with higher melting points find use in a wider variety of applications and therefore have greater industry relevancy. These high melting point materials also become increasingly hard to 3D print. Ultem, PPS, Peek, Pek and Pekk are all classic examples of high melting point (high-grade) polymers.

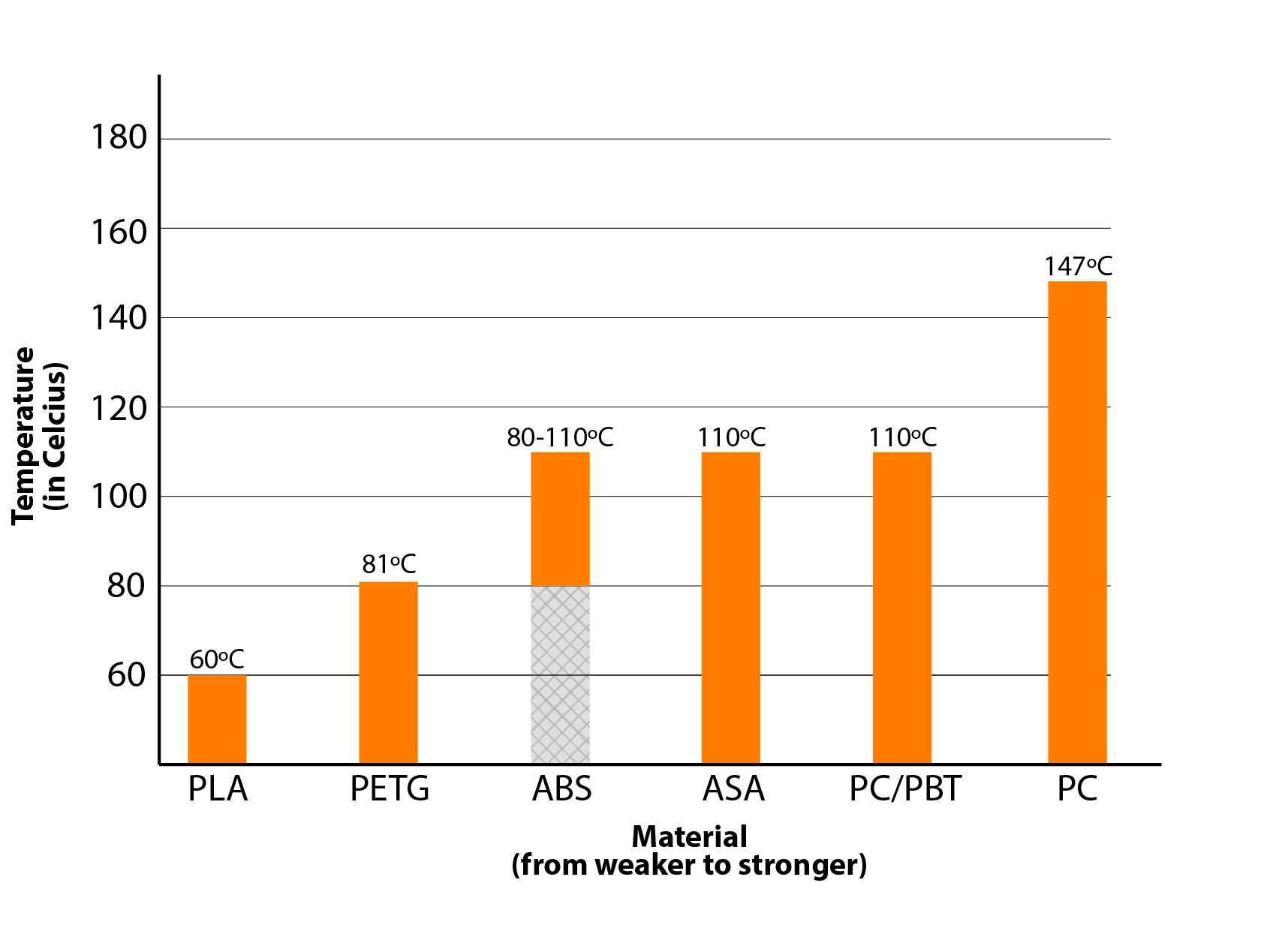
Glass Transition Temperature
A glass transition temperature is the temperature at which a polymer begins to soften from a rigid / glassy material, to a soft / rubber-like material. A polymer whose temperature drops below its glass transition temperature becomes increasingly brittle while a polymer whose temperature rises above its glass transition temperature becomes increasingly rubberized to the point of deformation and ultimately melting.
Thermal Expansion
A material’s thermal expansion helps define the tendency of matter to change in shape, area, and volume in response to a change in temperature. The lower the thermal expansion, the easier it is to print in open air without a build chamber. The coefficient of thermal expansion (CTE) can be used to determine how stable the part will remain under different temperature variations as polymers will expand when heated and then shrink when cooled. Thermal expansion will cause more problems when 3D printing polymers in larger scale. Printing materials with higher CTE’s in open air causing warping due to the increased level of residual stress. To prevent this, a heated chamber is required to print most higher grade materials. Loading a material with a filler such as carbon or glass fiber can help to reduce the CET as well.

Water Absorption
Water absorption naturally occurs in most polymers. It can change dimensions and performance of the material when being utilized in 3D printing. In order to prevent this from happening, it is recommended that materials be stored in a dry place when not in use and kept in an enclosed chamber during printing to avoid humidity which can damage prints and the material itself. Polymer material that has become waterlogged can be heated in an oven to remove any moisture it has absorbed during storage.
Percentages represent materials stored at 23°C (73°F) for 24 hours.
